
| 產(chǎn)品規(guī)格及說明 | |
|---|---|
| 設(shè)備品牌:帝龍 | 設(shè)備型號:DD-2 |
| 訂購價格:電話/面議 | 交貨日期:3~30/工作日 |
| 種類:封邊 | 針數(shù):三針 |
| 線數(shù):四線 | 終身維護(hù)! |
| 加工定制:否 | 用途:釘扣設(shè)備 |
| 作用對象:織物 | 驅(qū)動形式:電動 |
| 機(jī)頭數(shù):單頭機(jī) | 產(chǎn)品類型:全新 |
| 線跡類型:包縫機(jī) | 產(chǎn)品別名:點(diǎn)帶機(jī) |
| 是否跨境貨源:否 | 自動化程度:半自動 |
| 整機(jī)重量:50(Kg) | 售后服務(wù):一年質(zhì)保 |
| 適用厚度范圍:厚料機(jī) | 適用場所:服務(wù)性行業(yè)用 |
| 外形尺寸(長*寬*高):750*750*1000(mm) | |
| 產(chǎn)品標(biāo)簽:口罩點(diǎn)焊機(jī),耳帶點(diǎn)焊設(shè)備,點(diǎn)焊設(shè)備,耳帶設(shè)備 | |
| 咨詢熱線:13715339029 | 售后服務(wù):13715339029 |
| 技術(shù)咨詢:13715339029 |  QQ咨詢:260200500 QQ咨詢:260200500 |
請致電:Mr.馮先生:13715339029(微信同號)



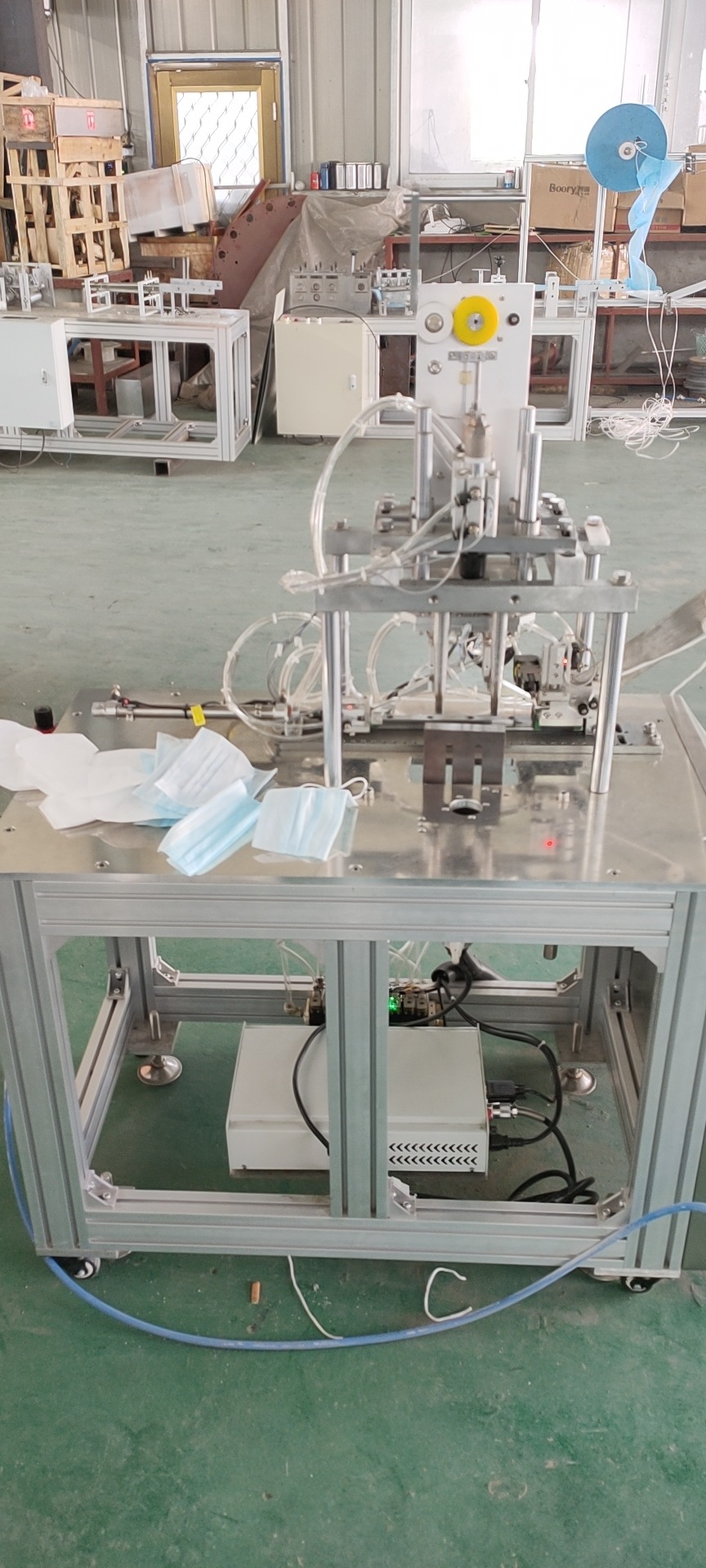

現(xiàn)貨超聲波耳帶焊接設(shè)備 一次性口罩耳帶點(diǎn)焊機(jī) N95口罩點(diǎn)耳帶機(jī)




最佳回答:
那電焊機(jī)口罩超聲波如果含不緊的話,你只需要將它們進(jìn)行一下拉扯就可以。
其他答案1:
電焊機(jī)口罩超聲波焊不僅你可以再把它再喊一次就行了。
其他答案2:
點(diǎn)焊機(jī)口罩超聲波焊不僅可以正方向調(diào)解
其他答案3:
點(diǎn)焊機(jī)一點(diǎn)片子就燒穿什么原因
最佳回答:
口罩點(diǎn)焊機(jī)使用探頭沒溫度怎么調(diào),可以有找專門的人士去調(diào)一下都可以調(diào)的。
其他答案1:
口罩點(diǎn)焊機(jī)使用探頭沒有溫度怎么調(diào),應(yīng)該是把上面的提供者
其他答案2:
沒溫度的話可以直接調(diào)試你想要的溫度。
其他答案3:
哎呀,這個是個專業(yè)問題,你應(yīng)該問那個專業(yè)老師了嗎?
其他答案1:
是調(diào)音波電流過載,如果過載了就發(fā)波不正常就焊不牢固1調(diào)節(jié)的辦法是在機(jī)器上有個調(diào)節(jié)棍 左右轉(zhuǎn)動使電流指針擺動幅度最小 就可以了
其他答案2:
這個需要實(shí)際操作手把手,你那里有老師傅嗎?請教一下身邊的人,網(wǎng)上很難講清楚的。
其他答案3:
你應(yīng)該趕快去向這方面的專家請教而不是上網(wǎng)查找,因?yàn)檫@方面在網(wǎng)上弄真的麻煩
最佳回答:
關(guān)于您所詢問的超聲波口罩,點(diǎn)焊機(jī)開關(guān)打開就直接發(fā)播了的原因的問題,你可以詢問一下此款超聲波點(diǎn)焊機(jī)的官方網(wǎng)站的在線客服人員通過他們的指導(dǎo)解決您的問題
其他答案1:
超聲波口罩點(diǎn)焊機(jī)電源開關(guān)打開就直接發(fā)布是什么原因是因?yàn)榇蜷_
其他答案2:
超聲波口罩點(diǎn)燃焊機(jī)電源開關(guān),打開就直接發(fā)貨的正常現(xiàn)象
其他答案3:
高山柏酒糟點(diǎn)焊機(jī)電源開關(guān)打開就這幾號發(fā)布了什么越野?
其他答案4:
可能是它壞了吧,您找專業(yè)人士修一下。
最佳回答:
馳飛口罩點(diǎn)焊機(jī)怎么調(diào)功率,一次性口罩耳線點(diǎn)不上去,點(diǎn)的不牢固?
Mr地界兒
其他答案1:
焊點(diǎn)牢固,然后一層一層的往上釘不牢固是正常的。
最佳回答:
今年,在我國紡織行業(yè)出口大幅度萎縮的情況下,仙桃市一次性口罩等無紡布制品出口卻保持強(qiáng)勁增長。到目前,出口額突破1億美元大關(guān),同比增長36.5%,成為我市首個出口過億美元的產(chǎn)業(yè)。特別是H1N1流感蔓延以來,很多國家和部分地區(qū)出現(xiàn)口罩緊缺現(xiàn)象,仙桃作為中國最大的口罩生產(chǎn)基地,在第一時間內(nèi)幫很多客人解了燃眉之急。但又有多少人知道,繁榮背后的代價竟然是生命的透支?
在屠宰場附近的一個個體診所,我找到了彭卉瓊(化名)。看著吊瓶里面的藥水一滴滴的流進(jìn)她細(xì)細(xì)的胳膊,她神情顯得有點(diǎn)緊張。輸液完畢,我問她為什么不去大醫(yī)院住院檢查,她面無表情的回答說老板廠里幾個浙江商人帶著現(xiàn)金守在車間提貨,廠子里的所有人都在趕活,一會還要回廠里上班。
彭卉瓊是屠宰場附近口罩廠的工人,在車間操作超聲波口罩機(jī)。從5月份開始,她就經(jīng)常“不舒服,心慌”。“開始時我都沒怎么注意,后來乏力、惡心、嘔吐、頭昏得厲害了,就自己開了點(diǎn)藥,怎么吃都不管用,到診所看病,醫(yī)生說可能是受了超聲波照射。”。醫(yī)生說,長期暴露在強(qiáng)超聲波照射環(huán)境中,會對神經(jīng)、造血、消化、腎臟、心血管和內(nèi)分泌、生殖等多個系統(tǒng)和臟器產(chǎn)生危害。“那你怎么還去上班?”,我問她。“不去上班廠誰給報銷醫(yī)療費(fèi)?不工作還要停發(fā)工資、調(diào)離崗位e69da5e6ba90e799bee5baa6e997aee7ad13715339029……”彭卉瓊滿臉的無奈。“早知她會得這種病,多少錢我也不會讓她來打工!”彭卉瓊的媽媽在診所里對我這樣說。
屠宰場附近有多個小型的口罩廠,工人們大多數(shù)都是在一間簡陋的小屋子里進(jìn)行操作,常從白天工作到深夜。我問一位姓肖的工人知不知道機(jī)器有超聲波,他不解地問:“醫(yī)院的超聲波機(jī)才有吧?我們的機(jī)器沒有。”他說,他兩年前就開始在一家小型口罩廠工人,從來沒有人告訴過他長期在高強(qiáng)度超聲波環(huán)境下工作有可能得病,他也從來沒有做過體檢。他告訴我:“我們老板只招結(jié)了婚的大人,沒有結(jié)婚年輕伢的一律不要”。
農(nóng)民工從事的是最艱苦、最危險的行業(yè)和崗位。許多農(nóng)民工職業(yè)病防治知識一無所知,這也造成農(nóng)民工患職業(yè)病后小病扛著,大病拖著,前半生養(yǎng)家,后半生“養(yǎng)病”,甚至“生命不息,掙錢不止”。這樣一群人,更應(yīng)該享受到企業(yè)的關(guān)愛和照顧,哪怕每年給他們定期體檢一次,這恐怕只需要“區(qū)區(qū)幾十元”。
“一分預(yù)防勝過十二分的治療”,這是在醫(yī)療保健行業(yè)廣為流傳的一句話。職業(yè)病防治專業(yè)人士告訴我們,職業(yè)病防治重點(diǎn)內(nèi)容是從業(yè)人員的健康體檢,它包括崗前體檢、在崗體檢和離崗體檢,其中在崗體檢最重要。農(nóng)民工將生命透支給企業(yè),難道他們就不能問一聲:“你們啥時帶我去體檢?”
請用工單位,讓良心作證。
其他答案1:
有害的,只是比較小,不明顯。
我聽到那個聲音就不爽得很,
它也是機(jī)械振動波,有能量的,
最起碼是可以殺死細(xì)胞呀。
雖然你聽不到很多,可是它可以損傷你的聽覺神經(jīng)的。
其他答案2:
眼睛
其他答案3:
殺死人體的紅細(xì)胞
其他答案1:
那是超聲波表壞了。換一塊表就可以了。
最佳回答:
點(diǎn)焊機(jī)系采用雙面雙點(diǎn)過流焊接的原理,工作時兩個電極加壓工件使兩層金屬在兩電極的壓力下形成一定的接觸電阻,而焊接電流從一電極流經(jīng)另一電極時在兩接觸電阻點(diǎn)形成瞬間的熱熔接,且焊接電流瞬間從另一電極沿兩工件流至此電極形成回路,不傷及被焊工件的內(nèi)部結(jié)構(gòu)。
機(jī)械簡介
點(diǎn)焊機(jī)
點(diǎn)焊機(jī)按照用途分,有萬能式(通用式)、專用式;按照同時焊接的焊點(diǎn)數(shù)目分,有單點(diǎn)式、雙點(diǎn)式、多點(diǎn)式;按照導(dǎo)電方式分,有單側(cè)的、雙側(cè)的;按照加壓機(jī)構(gòu)的傳動方式分,有腳踏式、電動機(jī)-凸輪式、氣壓式、液壓式、復(fù)合式(氣液壓合式);按照運(yùn)轉(zhuǎn)的特性分,有非自動化、自動化;按照安裝的方法分,有固定式,移動式或輕便式(懸掛式);按照焊機(jī)的活動電極(普通是上電極)的移動方向分,有垂直行程(電極作直線運(yùn)動)、圓弧行程;按照電能的供給方式分,有工頻焊機(jī)(采用50赫茲交流電源)、脈沖焊機(jī)(直流脈沖焊機(jī)、儲能焊機(jī)等)、變頻焊機(jī)(如低頻焊機(jī))。
當(dāng)工件和電極一定時,工件的電阻取決與它的電阻率.因此,電阻率是被焊材料的重要性能.電阻率高的金屬其導(dǎo)電性差(如不銹鋼)電阻率低的金屬其導(dǎo)電性好(如鋁合金)。因此,點(diǎn)焊不銹鋼時產(chǎn)熱易而散熱難,點(diǎn)焊鋁合金時產(chǎn)熱難而散熱易.點(diǎn)焊時,前者可用較小電流(幾千安培),而后者就必須用很大電流(幾萬安培)。電阻率不僅取決與金屬種類,還與金屬的熱處理狀態(tài)、加工方式及溫度有關(guān)。
為了保證熔核尺寸和焊點(diǎn)強(qiáng)度,焊接時間與焊接電流在一定范圍內(nèi)可以相互補(bǔ)充。為了獲得一定強(qiáng)度的焊點(diǎn),可以采用大電流和短時間(強(qiáng)條件,又稱硬規(guī)范),也可采用小電流和長時間(弱條件,也稱軟規(guī)范)。選用硬規(guī)范還是軟規(guī)范,取決于金屬的性能、厚度和所用焊機(jī)的功率。對于不同性能和厚度的金屬所需的電流和時間,都有一個上下限,使用時以此為準(zhǔn)。
電極壓力對兩電極間總電阻R有明顯的影響,隨著電極壓力的增大,R顯著減小,而焊接電流增大的幅度卻不大,不能影響因R減小引起的產(chǎn)熱減少。因此,焊點(diǎn)強(qiáng)度總隨著焊接壓力增大而減小。解決的辦法是在增大焊接壓力的同時,增大焊接電流。
由于電極的接觸面積決定著電流密度,電極材料的電阻率和導(dǎo)熱性關(guān)系著熱量的產(chǎn)生和散失,因此,電極的形狀和材料對熔核的形成有顯著影響。隨著電極端頭的變形和磨損,接觸面積增大,焊點(diǎn)強(qiáng)度將降低。
工作原理
點(diǎn)焊機(jī)
點(diǎn)焊機(jī)系采用雙面雙點(diǎn)過流焊接的原理,工作時兩個電極加壓工件使兩層金屬在兩電極的壓力下形成一定的接觸電阻,而焊接電流從一電極流經(jīng)另一電極時在兩接觸電阻點(diǎn)形成瞬間的熱熔接,且焊接電流瞬間從另一電極沿兩工件流至此電極形成回路,不傷及被焊工件的內(nèi)部結(jié)構(gòu)。
點(diǎn)焊的工藝過程為開通冷卻水;將焊件表面清理干凈,裝配準(zhǔn)確后,送入上、下電極之間,施加壓力,使其
接觸良好;通電使兩工件接觸表面受熱,局部熔化,形成熔核;斷電后保持壓力,使熔核在壓力下冷卻凝固
形成焊點(diǎn);去除壓力,取出工件。焊接電流、電極壓力、通電時間及電極工作表面尺寸等點(diǎn)焊工藝參數(shù)對焊接質(zhì)量有重大影響。
點(diǎn)焊機(jī)利用正負(fù)兩極在瞬間短路時產(chǎn)生的高溫電弧來熔化電焊條上的焊料和被焊材料,來達(dá)到使它們結(jié)合的目的。電焊機(jī)的結(jié)構(gòu)十分簡單,說白了就是一個大功率的變壓器,將220V交流電變?yōu)榈碗妷海箅娏鞯碾娫矗梢允侵绷鞯囊部梢允墙涣鞯摹k姾缸儔浩饔凶陨淼奶攸c(diǎn),就是具有電壓急劇下降的特性。
在焊條引燃后電壓下降,電焊機(jī)的工作電壓的調(diào)節(jié),除了一次的220/380電壓變換,二次線圈也有抽頭變換電壓,同時還有用鐵芯來調(diào)節(jié)的,可調(diào)鐵芯。電焊機(jī)一般是一個大功率的變壓器,系利用電感的原理做成的。電感量在接通和斷開時會產(chǎn)生巨大的電壓變化,利用正負(fù)兩極在瞬間短路時產(chǎn)生的高壓電弧來熔化電焊條上的焊料。來達(dá)到使它們結(jié)合的目的。
點(diǎn)焊是焊件裝配接接頭,并壓緊在兩電極之間,利用電阻熱熔化母材金屬,形成焊點(diǎn)的電阻焊方法。點(diǎn)焊多
用于薄板的連接,如飛機(jī)蒙皮、航空發(fā)動機(jī)的火煙筒、汽車駕駛室外殼等。點(diǎn)焊機(jī)焊接變壓器是點(diǎn)焊電器,它的次級只有一圈回路。上、下電極與電極臂既用于傳導(dǎo)焊接電流,又用于傳遞動力。冷卻水路通過變壓器、電極等部分,以免發(fā)熱焊接時,應(yīng)先通冷卻水,然后接通電源開關(guān)。電極的質(zhì)量直接影響焊接過程,焊接質(zhì)量和生產(chǎn)率。電極材料常用紫銅、鎘青銅、鉻青銅等制成e5a48de588b67a948206331f13715339029;電極的形狀多種多樣,主要根據(jù)焊件形狀確定。安裝電極時,要注意上、下電極表面保持平行;電極平面要保持清潔,常用砂布或銼刀修整。
焊接循環(huán)點(diǎn)焊和凸焊的焊接循環(huán)由四個基本階段(點(diǎn)焊過程):
(1)預(yù)壓階段——電極下降到電流接通階段,確保電極壓緊工件,使工件間有適當(dāng)壓力。
(2)焊接時間——焊接電流通過工件,產(chǎn)熱形成熔核。
(3)維持時間——切斷焊接電流,電極壓力繼續(xù)維持至熔核凝固到足夠強(qiáng)度。
(4)休止時間——電極開始提起到電極再次開始下降,開始下一個焊接循環(huán)。 為了改善焊接接頭的性能,有時需要將下列各項(xiàng)中的一個或多個加于基本循環(huán):
(1)加大預(yù)壓力以消除厚工件之間的間隙,使之緊密貼合。
(2)用預(yù)熱脈沖提高金屬的塑性,使工件易于緊密貼合、防止飛濺;凸焊時這樣做可以使多個凸點(diǎn)在通電焊接前與平板均勻接觸,以保證各點(diǎn)加熱的一致。
技術(shù)參數(shù)
點(diǎn)焊機(jī)
額定容量:KVA(千伏安)13715339029
電源電壓V(伏):380
初級電壓A(安):13715339029
次級電壓V(伏):4.3-6.52.4-41.81-3.82-3.41.80-3.21.52-2.62
調(diào)節(jié)級數(shù)級:778777
額定調(diào)節(jié)級數(shù)級:667666
每小時焊數(shù)點(diǎn)/時:137153390298206331
低碳鋼板焊接厚度額定mm(毫米):1.5+1.5-4+4 1+1-3+31+1-2+20.5+0.5-2+20.3+0.3-1.5+1.50.3+0.3-1.5+1.5
降低暫載率最大mm(毫米):4.5+4.53.5+3.52.5+2.52.5+2.52+22+2
低碳鋼園棒十字焊焊接范圍(直徑)mm(毫米):3+3-10+103+3-8+81+1-3+31+1-6+62+2-5+51.5+1.5-4+4
負(fù)載持續(xù)率%:13715339029
電極臂伸出長度mm(毫米):137153390290
電極臂間距mm(毫米):1371533902950150
上電極工作行程mm(毫米):13715339029
冷卻水消耗量kg:13715339029
最大電極壓力KN:0.81.51.51.51.00.7
重量kg:13715339029
機(jī)械使用
點(diǎn)焊機(jī)
點(diǎn)焊機(jī)使用方法:
1、焊接時應(yīng)先調(diào)節(jié)電極桿的位置,使電極剛好壓到焊件時,電極臂保持互相平行。
2、電流調(diào)節(jié)開關(guān)級數(shù)的選擇可按焊件厚度與材質(zhì)而選定。通電后電源指示燈應(yīng)亮,電極壓力大小可調(diào)整彈簧壓力螺母,改變其壓縮程度而獲得。
3、在完成上述調(diào)整后,可先接通冷卻水后再接通電源準(zhǔn)備焊接。焊接過程的程序:焊件置于兩電極之間,踩下腳踏板,并使上電極與焊件接觸并加壓,在繼續(xù)壓下腳踏板時,電源觸頭開關(guān)接通,于是變壓器開始工作次級回路通電使焊件加熱。當(dāng)焊接一定時間后松開腳踏板時電極上升,借彈簧的拉力先切斷電源而后恢復(fù)原狀,單點(diǎn)焊接過程即告結(jié)束。
4、焊件準(zhǔn)備及裝配:鋼焊件焊前須清除一切臟物、油污、氧化皮及鐵銹,對熱軋鋼,最好把焊接處先經(jīng)過酸洗、噴砂或用砂輪清除氧化皮。未經(jīng)清理的焊件雖能進(jìn)行點(diǎn)焊,但是嚴(yán)重地降低電極的使用壽命,同時降低點(diǎn)焊的生產(chǎn)效率和質(zhì)量。對于有薄鍍層的中低碳鋼可以直接施焊。
另外,用戶在使用時可參考下列工藝數(shù)據(jù):
1、焊接時間:在焊接中低碳鋼時,本焊機(jī)可利用強(qiáng)規(guī)范焊接法(瞬時通電)或弱規(guī)范焊接法(長時通電)。在大量生產(chǎn)時應(yīng)采用強(qiáng)規(guī)范焊接法,它能提高生產(chǎn)效率,減少電能消耗及減輕工件變形。
2、焊接電流:焊接電流決定于焊件之大小、厚度及接觸表面的情況。通常金屬導(dǎo)電率越高,電極壓力越大,焊接時間應(yīng)越短。此時所需的電流密度也隨之增大。
3、電極壓力:電極對焊件施加壓力的目的是為了減小焊點(diǎn)處的接觸電阻,并保證焊點(diǎn)形成時所需要的壓力。
4、電極的形狀及尺寸:電極由鉻鋯銅加工而成。電極接觸面的直徑大致為:
δ≤1.5mm時,電極接觸面直徑,2δ+3(mm)
δ≥2mm時,電極接觸面直徑,1.5δ+5(mm)
δ—兩焊件中較薄的一件之厚度(mm)
電極之直徑不宜過小,以免引起過度的發(fā)熱及迅速的磨損。
5、焊點(diǎn)的布置:
焊點(diǎn)的距離越小,電流的分流現(xiàn)象增大,且使點(diǎn)焊處的壓力減少,從而削弱焊點(diǎn)之強(qiáng)度。對于低碳鋼或不銹鋼焊點(diǎn)中心距A≌16.1δ(毫米)
安裝維護(hù)
點(diǎn)焊機(jī)
焊機(jī)必須妥善接地后方可使用,以保障人身安全。焊機(jī)使用前要用500V兆歐表測試焊機(jī)高壓側(cè)與機(jī)殼之間絕緣電阻不低于2.5兆歐方可通電。檢修時要先切斷電源,方可開箱檢查。焊機(jī)先通水后施焊,無水嚴(yán)禁工作。冷卻水應(yīng)保證在0.15–0.2MPa進(jìn)水壓力下供應(yīng)5–30℃的工業(yè)用水。冬季焊機(jī)工作完畢后應(yīng)用壓縮空氣將管路中的水吹凈以免凍裂水管。
焊機(jī)引線不宜過細(xì)過長,焊接時的電壓降不得大于初始電壓的5%,初始電壓不能偏離電源電壓的±10%。焊機(jī)操作時應(yīng)戴手套、圍裙和防護(hù)眼鏡,以免火星飛出燙傷。滑動部分應(yīng)保持良好潤滑,使用完后應(yīng)清除金屬濺沫。新焊機(jī)開始使用24小時后應(yīng)將各部件螺絲緊固一次,尤其要注意銅軟聯(lián)和電極之間聯(lián)接螺絲一定要緊固好,用完后應(yīng)經(jīng)常清除電極桿和電極臂之間的氧化物,以保證良好接觸。
焊機(jī)使用時如發(fā)現(xiàn)交流接觸器吸合不實(shí),說明電網(wǎng)電壓過低,用戶應(yīng)該首先解決電源問題,電源正常后方可使用。需要指出的是,新購買的焊機(jī)半個月內(nèi)如出現(xiàn)主件質(zhì)量問題,可以更換新的焊機(jī)或者更換主件。焊機(jī)主機(jī)部分保修一年,長期提供維修服務(wù)。一般情況下用戶通知廠方后,根據(jù)路程遠(yuǎn)近三到七天內(nèi)服務(wù)到位。由于用戶原因而造成的焊機(jī)損壞不在保修范圍內(nèi)。易損件、消耗件不在保修范圍內(nèi)。
由于電極的接觸面積決定著電流密度,電極材料的電阻率和導(dǎo)熱性關(guān)系著熱量的產(chǎn)生和散失,因此,電極的形狀和材料對熔核的形成有顯著影響。隨著電極端頭的變形和磨損,接觸面積增大,焊點(diǎn)強(qiáng)度將降低。工件表面的氧化物、污垢、油和其他雜質(zhì)增大了接觸電阻。過厚的氧化物層甚至?xí)闺娏鞑荒芡ㄟ^。局部的導(dǎo)通,由于電流密度過大,則會產(chǎn)生飛濺和表面燒損。氧化物層的存在還會影響各個焊點(diǎn)加熱的不均勻性,引起焊接質(zhì)量波動。因此徹底清理工件表面是保證獲得優(yōu)質(zhì)接頭的必要條件
故障排除
點(diǎn)焊機(jī)
1、踏下腳踏板焊機(jī)不工作,電源指示燈不亮:
a.檢查電源電壓是否正常;檢查控制系統(tǒng)是否正常。
b.檢查腳踏開關(guān)觸點(diǎn)、交流接觸器觸點(diǎn)、分頭換擋開關(guān)是否接觸良好或燒損。
2、電源指示燈亮,工件壓緊不焊接:
a.檢查腳踏板行程是否到位,腳踏開關(guān)是否接觸良好。
b.檢查壓力桿彈簧螺絲是否調(diào)整適當(dāng)。
3、焊接時出現(xiàn)不應(yīng)有的飛濺:
a.檢查電極頭是否氧化嚴(yán)重。
b.檢查焊接工件是否嚴(yán)重銹蝕接觸不良。
c.檢查調(diào)節(jié)開關(guān)是否檔位過高。
d.檢查電極壓力是否太小,焊接程序是否正確。
4、焊點(diǎn)壓痕嚴(yán)重并有擠出物:
a.檢查電流是否過大。
b.檢查焊接工件是否有凹凸不平。
c.檢查電極壓力是否過大,電極頭形狀、截面是否合適。
5、焊接工件強(qiáng)度不足:
a.檢查電極壓力是否太小,檢查電極桿是否緊固好。
b.檢查焊接能量是否太小,焊接工件是否銹蝕嚴(yán)重,使焊點(diǎn)接觸不良。
c.檢查電極頭和電極桿、電極桿和電極臂之間是否氧化物過多。
d.檢查電極頭截面是否因?yàn)槟p而增大造成焊接能量減小。
e.檢查電極和銅軟聯(lián)和結(jié)合面是否嚴(yán)重氧化。
6、焊接時交流接觸器響聲異常:
a.檢查交流接觸器進(jìn)線電壓在焊接時是否低于自身釋放電壓300伏。
b.檢查電源引線是否過細(xì)過長,造成線路壓降太大。
c.檢查網(wǎng)路電壓是否太低,不能正常工作。
d.檢查主變壓器是否有短路,造成電流太大。
7、焊機(jī)出現(xiàn)過熱現(xiàn)象:
a.檢查電極座與機(jī)體之間絕緣電阻是否不良,造成局部短路。
b.檢查進(jìn)水壓力、水流量、供水溫度是否合適,檢查水路系統(tǒng)是否有污物堵塞,造成因?yàn)槔鋮s不好使電極臂、電極桿、電極頭過熱。
c.檢查銅軟聯(lián)和電極臂,電極桿和電極頭接觸面是否氧化嚴(yán)重,造成接觸電阻增加發(fā)熱嚴(yán)重。
d.檢查電極頭截面是否因磨損增加過多,使焊機(jī)過載而發(fā)熱。
e.檢查焊接厚度、負(fù)載持續(xù)率是否超標(biāo),使焊機(jī)過載而發(fā)熱。
安全作業(yè)規(guī)程
一、焊接前準(zhǔn)備
1.工作前必須清除上、下兩電極的油漬及污物。通電檢查電氣設(shè)備、操作機(jī)構(gòu)、冷卻系統(tǒng)、氣路系統(tǒng)及機(jī)體外殼有無漏電。
2.室內(nèi)溫度不應(yīng)低于15℃。
3.起動前,先接通控制線路轉(zhuǎn)換開關(guān)和焊接電流小開關(guān),安插好極數(shù)調(diào)節(jié)開關(guān)的閘刀位置,接通水源、氣源,控制箱上各調(diào)節(jié)旋鈕。電極觸頭保持光潔。
4.利用氣動踏板控制的點(diǎn)焊機(jī),應(yīng)檢查管道無漏氣和雜質(zhì)阻塞。
二、焊接中注意事項(xiàng)
1.焊機(jī)工作時,氣路、水冷卻系統(tǒng)暢通。氣體不應(yīng)含有水份。排水溫度不超過40℃,流量按規(guī)定調(diào)節(jié)。
2.軸承鉸鏈和氣缸的活塞、襯環(huán)應(yīng)定期潤滑。
3.上電極的工作行程調(diào)節(jié)螺母(氣缸體下面)必須擰緊。電極壓力可根據(jù)焊接規(guī)范的要求,通過旋轉(zhuǎn)減壓閥手柄來調(diào)節(jié)。
4.嚴(yán)禁在引燃電路中加大熔斷器,以防引燃管和硅整流器損壞。當(dāng)負(fù)載過小,引燃管內(nèi)電弧不能發(fā)生時,嚴(yán)禁閉合控制箱的引燃電路。
三、焊接完后注意事項(xiàng)
1.焊機(jī)停止工作,應(yīng)先切斷電源、氣源,最后關(guān)閉水源,清除雜物和焊渣濺末。
2.焊機(jī)長期停用,應(yīng)在不涂漆的活動部位涂上防銹油指。每月通電加熱30min。更換閘流管亦應(yīng)預(yù)熱30min,正常工作控制箱的預(yù)熱不少于5min。
點(diǎn)焊機(jī)的具體分類
點(diǎn)焊機(jī)可以分為:
按照用途分,有萬能式(通用式)、專用式
按照同時焊接的焊點(diǎn)數(shù)目分,有單點(diǎn)式、雙點(diǎn)式、多點(diǎn)式;
按照導(dǎo)電方式分,有單側(cè)的、雙側(cè)的;
按照加壓機(jī)構(gòu)的傳動方式分,有腳踏式、電動機(jī)-凸輪式、氣壓式、液壓式、復(fù)合式(氣液壓合式);
按照運(yùn)轉(zhuǎn)的特性分,有非自動化、自動化;
按照安裝的方法分,有固定式,移動式或輕便式(懸掛式);
按照焊機(jī)的活動電極(普通是上電極)的移動方向分,有垂直行程(電極作直線運(yùn)動)、圓弧行程;
按照電能的供給方式分,有工頻焊機(jī)(采用50赫芝交流電源)、脈沖焊機(jī)(直流脈沖焊機(jī)、儲能焊機(jī)等)、變頻焊機(jī)(如低頻焊機(jī))。
點(diǎn)焊機(jī)
點(diǎn)焊機(jī)按照用途分,有萬能式(通用式)、專用式;按照同時焊接的焊點(diǎn)數(shù)目分,有單點(diǎn)式、雙點(diǎn)式、多點(diǎn)式;按照導(dǎo)電方式分,有單側(cè)的、雙側(cè)的;按照加壓機(jī)構(gòu)的傳動方式分,有腳踏式、電動機(jī)-凸輪式、氣壓式、液壓式、復(fù)合式(氣液壓合式);按照運(yùn)轉(zhuǎn)的特性分,有非自動化、自動化;按照安裝的方法分,有固定式,移動式或輕便式(懸掛式);按照焊機(jī)的活動電極(普通是上電極)的移動方向分,有垂直行程(電極作直線運(yùn)動)、圓弧行程;按照電能的供給方式分,有工頻焊機(jī)(采用50赫茲交流電源)、脈沖焊機(jī)(直流脈沖焊機(jī)、儲能焊機(jī)等)、變頻焊機(jī)(如低頻焊機(jī))。當(dāng)工件和電極一定時,工件的電阻取決與它的電阻率.因此,電阻率是被焊材料的重要性能.電阻率高的金屬其導(dǎo)電性差(如不銹鋼)電阻率低的金屬其導(dǎo)電性好(如鋁合金)。因此,點(diǎn)焊不銹鋼時產(chǎn)熱易而散熱難,點(diǎn)焊鋁合金時產(chǎn)熱難而散熱易.點(diǎn)焊時,前者可用較小電流(幾千安培),而后者就必須用很大電流(幾萬安培)。電阻率不僅取決與金屬種類,還與金屬的熱處理狀態(tài)、加工方式及溫度有關(guān)。
點(diǎn)焊機(jī)工作原理
點(diǎn)焊的工藝過程為開通冷卻水;將焊件表面清理干凈,裝配準(zhǔn)確后,送入上、下電極之間,施加壓力,使其 接觸良好;通電使兩工件接觸表面受熱,局部熔化,形成熔核;斷電后保持壓力,使熔核在壓力下冷卻凝固 形成焊點(diǎn);去除壓力,取出工件。焊接電流、電極壓力、通電時間及電極工作表面尺寸等點(diǎn)焊工藝參數(shù)對焊接質(zhì)量有重大影響。點(diǎn)焊機(jī)利用正負(fù)兩極在瞬間短路時產(chǎn)生的高溫電弧來熔化電焊條上的焊料和被焊材料,來達(dá)到使它們結(jié)合的目的。電焊機(jī)的結(jié)構(gòu)十分簡單,說白了就是一個大功率的變壓器,將220V交流電變?yōu)榈碗妷海箅娏鞯碾娫矗梢允侵绷鞯囊部梢允墙涣鞯摹k姾缸儔浩饔凶陨淼奶攸c(diǎn),就是具有電壓急劇下降的特性。在焊條引燃后電壓下降,電焊機(jī)的工作電壓的調(diào)節(jié),除了一次的220/380電壓變換,二次線圈也有抽頭變換電壓,同時還有用鐵芯來調(diào)節(jié)的,可調(diào)鐵芯。電焊機(jī)一般是一個大功率的變壓器,系利用電感的原理做成的。電感量在接通和斷開時會產(chǎn)生巨大的電壓變化,利用正負(fù)兩極在瞬間短路時產(chǎn)生的高壓電弧來熔化電焊條上的焊料。來達(dá)到使它們結(jié)合的目的。腳踏點(diǎn)焊機(jī)點(diǎn)焊是焊件裝配接接頭,并壓緊在兩電極之間,利用電阻熱熔化母材金屬,形成焊點(diǎn)的電阻焊方法。點(diǎn)焊多 用于薄板的連接,如飛機(jī)蒙皮、航空發(fā)動機(jī)的火煙筒、汽車駕駛室外殼等。點(diǎn)焊機(jī)焊接變壓器是點(diǎn)焊電器,它的次級只有一圈回路。上、下電極與電極臂既用于傳導(dǎo)焊接電流,又用于傳遞動力。冷卻水路通過變壓器、電極等部分,以免發(fā)熱焊接時,應(yīng)先通冷卻水,然后接通電源開關(guān)。電極的質(zhì)量直接影響焊接過程、焊接質(zhì)量和生產(chǎn)率。電極材料常用紫銅、鎘青銅、鉻青銅等制成;電極的形狀多種多樣,主要根據(jù)焊件形狀確定。安裝電極時,要注意上、下電極表面保持平行;電極平面要保持清潔,常用砂布或銼刀修整。焊接循環(huán)點(diǎn)焊和凸焊的焊接循環(huán)由四個基本階段(點(diǎn)焊過程):(1)預(yù)壓階段——電極下降到電流接通階段,確保電極壓緊工件,使工件間有適當(dāng)壓力。(2)焊接時間——焊接電流通過工件,產(chǎn)熱形成熔核。(3)維持時間——切斷焊接電流,電極壓力繼續(xù)維持至熔核凝固到足夠強(qiáng)度。(4)休止時間——電極開始提起到電極再次開始下降,開始下一個焊接循環(huán)。為了改善焊接接頭的性能,有時需要將下列各項(xiàng)中的一個或多個加于基本循環(huán):(1)加大預(yù)壓力以消除厚工件之間的間隙,使之緊密貼合。(2)用預(yù)熱脈沖提高金屬的塑性,使工件易于緊密貼合、防止飛濺;凸焊時這樣做可以使多個凸點(diǎn)在通電焊接前與平板均勻接觸,以保證各點(diǎn)加熱的一致
其他答案1:
點(diǎn)焊助焊劑DXT-126B選對焊接材料,做好焊接技術(shù)改進(jìn)
其他答案2:
功率夠的情況下
相應(yīng)的調(diào)節(jié)焊接時間、焊接電流和壓力
其他答案3:
調(diào)壓,然后增加焊接電流和時間
其他答案4:
上海佳湖焊接為你解答。焊接時間、焊接電流和壓力沒調(diào)好,還有可能機(jī)器功率不夠。其他排除法:焊接電極頭隨著焊點(diǎn)的增加會出現(xiàn)增厚的氧化物,這種氧化物積累到一定程度會導(dǎo)致接觸電阻增大進(jìn)而影響焊接質(zhì)量,定期的修磨接觸表面是維持焊接質(zhì)量有利的方法。特別提醒,夏季氣溫高會影響電極的使用壽命的哦。需要定期更換冷卻水哦,變質(zhì)的水,冷卻效果不佳,電極損耗快。上海佳湖中頻點(diǎn)焊機(jī)隨機(jī)配冷水機(jī),冷卻效果好!
我們需要定期做好監(jiān)測工作,就需要通過看、聞、聽來判斷
例如;看:機(jī)器在運(yùn)轉(zhuǎn)過程中要查看冷卻風(fēng)扇旋轉(zhuǎn)是否正常。
聞:運(yùn)轉(zhuǎn)時是否有焦臭味、冒煙。可能出現(xiàn)了氣體泄漏或者輸出電壓降低、輸出電壓不穩(wěn)定等。若發(fā)現(xiàn)這些現(xiàn)象時,應(yīng)立即切斷電源,進(jìn)行檢查。
產(chǎn)生短路的主要原因有:
1.變壓器受潮使內(nèi)部發(fā)霉,日久會使絕緣層損壞,造成嚴(yán)重漏電或短路。
2.變壓器絕緣材料日久老化、絕緣性能降低,引起絕緣擊穿,造成短路。
3.電源電壓突然升高也可引起絕緣擊穿、繞組短路。
聽:我們需要聽是否有異常的聲響如振動或者不正常的咔咔聲響。如內(nèi)部有噼啪的放電聲則可能是繞組絕緣的擊穿現(xiàn)象,出現(xiàn)不均勻的電磁聲。產(chǎn)生此現(xiàn)象的原因:
1.可能是鐵芯的穿芯螺栓或螺母有松動。
2.定期檢查電力配線的接線部分,入力側(cè)、出力側(cè)等端子,以及外部配線的接線部位,內(nèi)部配線的接線部位的接線螺絲是否出現(xiàn)松動,如果出現(xiàn)破損、松動需要及時更換。
3,上海佳湖焊機(jī)在安裝時建e799bee5baa6e997aee7ad94e59b9ee7ad13715339029議用戶采用國標(biāo)銅芯線,配好銅端子用液壓鉗壓緊,根據(jù)設(shè)備功率大小配好相應(yīng)空氣開關(guān)。進(jìn)線與焊接連接必須接觸良好,工作穩(wěn)定可靠,更安全。
最佳回答:
你好,我覺得在超聲波口罩點(diǎn)焊接夠焊的話,那么可能是由于在焊接的過程當(dāng)中出現(xiàn)了一部分的問題,所以這個要請那些人及時處理一下。
其他答案1:
專業(yè)人士回答你的問題,這個屬于超聲波電流過大,你要微調(diào)點(diǎn)流量就可以了
其他答案2:
這個來說過汗的原因是主要是因?yàn)樗臏囟扔悬c(diǎn)過高,導(dǎo)致它的一些情況。
其他答案3:
過焊有很多種原因的 要檢查一下電壓 調(diào)整電流